
 ГОСТ 5264-80
ГОСТ 5264-80

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 5264-80
РУЧНАЯ ДУГОВАЯ СВАРКА.
СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manualarewelding. Welding joints.
Main types, design elements and dimensions
Срок действия с 01.07. 81.г.
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной и дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-54.
Таблица 1
| Тип соединения | Форма подготовленных
кромок |
Характер сварного шва
|
Форма поперечного сечения | Толщина свариваемых
деталей, мм |
Условное обозначение
соединения |
|
| подготовленных кромок | сварного шва | |||||
| Стыковое | С отбортовкой кромок | Односторонний | 1-4 | С1 | ||
 |
 |
1-12 | С28 | |||
| С отбортовкой одной кромки | 1-4 | С3 | ||||
| С2 | ||||||
| Односторонний на съемной подкладке | 1-4 | С4 | ||||
| Без скоса кромок | Односторонний на остающейся подкладке | С5 | ||||
| Односторонний
замковый |
1-4 | С6 | ||||
| Двухсторонний | 2-5 | С7 | ||||
| Без скоса кромок | 6-12 | С42 | ||||
| последующей дорожкой | ||||||
| Односторонний | С8 | |||||
| Односторонний на съемной подкладке | С9 | |||||
| Со скосом одной кромки | Односторонний на остающейся подкладке | 3-60 | C10 | |||
| Односторонний замковый | C11 | |||||
| C12 | ||||||
| С криволинейным скосом одной кромки | 15-100 | C13 | ||||
| С ломаным скосом одной кромки | Двухсторонний | C14 | ||||
| С двумя симметричными скосами одной кромки | 8-100 | C15 | ||||
| С двумя симметричными криволинейными скосами одной кромки | 30-120 | C16 | ||||
| С двумя симметричными скосами одной кромки | 12-100 | C43 | ||||
| Со скосом кромок | Односторонний | 3-60 | С17 | |||
| Односторонний на съемной подкладке | С18 | |||||
| Со скосом кромок | Односторонний на остающейся подкладке | 6-100 | С19 | |||
| Односторонний замковый | 3-60 | С20 | ||||
| С21 | ||||||
| Со скосом кромок | 8-40 | С45 | ||||
| с последующей дорожкой | ||||||
| Стыковое | С криволинейным скосом кромок | Двусторонний | 15-120 | С23 | ||
| С ломаным скосом кромок | С24 | |||||
| С двумя симметричными скосами кромок | 8-120 | С25 | ||||
| С двумя симметричными криволинейными скосами кромок | 30-175 | С26 | ||||
| С двумя симметричными ломаными скосами кромок | 30-75 | С27 | ||||
| С двумя несимметричными скосами кромок | 12-120 | С39 | ||||
| С40 | ||||||
| Угловое | С отбортовкой одной кромки |  |
 |
1-4 | У1 | |
| Односторонний |  |
 |
1-12 | У2 | ||
| Без скоса кромок |  |
 |
1-6 | У4 | ||
 |
 |
1-30 | ||||
| Двусторонний |  |
 |
2-8 | У5 | ||
 |
 |
2-30 | ||||
| Со скосом одной кромки | Односторонний |  |
 |
3-60 | У6 | |
| Двусторонний |  |
У7 | ||||
| Угловое | С двумя симметричными скосами одной кромки |  |
 |
8-100 | У8 | |
| Со скосом кромок | Односторонний |  |
 |
3-60 | У9 | |
| Двусторонний |  |
У10 | ||||
| Без скоса кромок | Односторонний |  |
 |
2-10 | Т1 | |
| Двусторонний |  |
Т2 | ||||
| Тавровое | Со скосом одной кромки | Односторонний |  |
 |
3-60 | Т6 |
 |
Т7 | |||||
| С криволинейным скосом одной кромки |  |
 |
15-100 | Т2 | ||
| С двумя симметричными скосами одной кромки | Двусторонний |  |
 |
8-100 | Т8 | |
 |
 |
12-100 | Т9 | |||
| С двумя симметричными криволинейными скосами одной кромки |  |
 |
30-120 | Т5 | ||
| Нахлесточное | Без скоса кромок | Односторонний | 2-60 | Н1 | ||
| Двусторонний | Н2 | |||||
Таблица 2
| Условное обозначение
сварного соединения |
Конструктивные элементы | s | b | R | i | e,
не более |
||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
| С1 |  |
 |
От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 |
| Св. 2 до 4 | +1,0 | |||||||
* размер для справок
Таблица 3
| Условное обозначение
сварного соединения |
Конструктивные элементы | s
|
R
|
e,
не более
|
g | ||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин | Пред. откл. | ||||
| С28 |  |
 |
От 1 до 2 | От s до 2s | 3s +2 | +1 | |
| Св. 2 до 6 | 2s + 3 | 0 | |||||
| Св. 6 до 9 | +2 | ||||||
| Св. 9 до 12 | 2s + 4 | +3 | |||||
Таблица 4
| Условное обозначение
сварного соединения |
Конструктивные элементы | s
|
b | R
|
i
|
e,
не более
|
||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
| С3 | 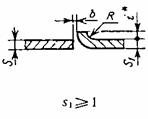 |
 |
От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 |
| Св. 2 до 4 | +1,0 | |||||||
* размер для справок
Таблица 5
| Условное обозначение сварного соединения | Конструктивные элементы | s=s1
|
b | e,
не более |
g | |||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С2 |  |
 |
От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | 0,5 |
| Св.1,5 до 3,0 | 1 | 1,0 | 7 | 1,5 | 1,0 | |||
| Св.3,0 до 4,0 | 2 | +1,0-0,5 | 8 | 2,0 | ||||
Таблица 6
| Условное обозначение сварного соединения | Конструктивные элементы | s=s1
|
b | e,
не более |
e1,
не более
|
g | |||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред откл. | Номин. | Пред откл. | ||||
| С4
|

|

|
От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | 0,5 |
| Св.1,5 до 3,0 | 1 | 1,0 | 7 | 6 | 1,5 | 1,0 | |||
| Св.3,0 до 4,0 | 2 | +1,0
-0,5 |
8 | 2,0 | |||||
Таблица 7
| Условное обозначение
сварного соединения |
Конструктивные элементы | s=s1 | b | e,
не более
|
g | |||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С5
|
 |

|
От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | 0,5 |
| Св.1,5 до 3,0 | 1 | 1,0 | 7 | 1,5 | 1,0 | |||
| Св.3,0 до 4,0 | 2 | +1,0
-0,5 |
8 | 2,0 | ||||
Таблица 8
| Условное обозначение
сварного соединения |
Конструктивные элементы | s=s1
|
b | e,
не более
|
g | |||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С6
|
 |

|
От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | 0,5 |
| Св.1,5 до 3,0 | 1 | 1,0 | 7 | 1,5 | 1,0 | |||
| Св.3,0 до 4,0 | 2 | +1,0
-0,5 |
8 | 2,0 | ||||
Таблица 9
| Условное обозначение
сварного соединения |
Конструктивные элементы | s=s1
|
b | e,
не более
|
g | ||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | |||
| С7
|
 |
 |
2 | 1,0 | 8 | 1,5 | |
| Св.2 до 4 | 2 | 9 | |||||
| Св.4 до 5 | +1,5
-1,6 |
10 | 2,0 | ||||
Таблица 10
| Условное обозначение
сварного соединения |
Конструктивные элементы | s=s1
|
h
1
|
f
1
|
e,
не более
|
e1,
не более
|
|
| подготавливаемых кромок свариваемых деталей | сварного шва | ||||||
| С42
|
|
|
От 6 до 8 | 4 | 7 | 10 | 12 |
| Св.8 до 10 | 6 | 9 | 12 | 14 | |||
| Св.10 до12 | 8 | 11 | 14 | 16 | |||

Таблица 11
| Условное обозначение
сварного соединения |
Конструктивные элементы | s=s1
|
b | g | |||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С8
|
|
|
От 3 до5 | 8 | +0,5 | 1,0 | 0,5 |
| Св.5 до 8 | 12 | 2 | 0,5 | 1,5 | |||
| Св.8 до 11 | 16 | -0,5 | |||||
| Св.11 до 14 | 20 | ||||||
| Св.14 до 17 | 24 | 3 | +2,0 | ||||
| Св.17 до 20 | 28 | -0,5 | |||||
| Св.20 до 24 | 32 | ||||||
| Св.24 до 28 | 35 | ||||||
| Св.28 до 32 | 38 | ||||||
| Св.32 до 36 | 41 | ||||||
| Св.36 до 40 | 44 | ||||||
| Св.40 до 44 | 49 | 4 | |||||
| Св.44 до 48 | 53 | ||||||
| Св.48 до 52 | 56 | ||||||
| Св.52 до 56 | 60 | ||||||
| Св.56 до 60 | 64 | ||||||
Таблица 12
| Условное обозначение
сварного соединения |
Конструктивные элементы | s=s1
|
b
1
|
e | e1
2
|
g | |||
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред откл. | Номин | Пред откл. | ||||
| С9
|

|

|
От 3 до5 | 3 | 10 | 2 | 4 | 0,5 | +1,5
0,5 |
| Св.5 до 8 | 14 | ||||||||
| Св.8 до 11 | 4 | 18 | |||||||
| Св.11 до 14 | 22 | 6 | |||||||
| Св.14 до 17 | 5 | 26 | 3 | +2,0 | |||||
| Св.17 до 20 | 30 | -0,5 | |||||||
| Св.20 до 24 | 34 | 8 | |||||||
| Св.24 до 28 | 38 | ||||||||
| Св.28 до 32 | 41 | ||||||||
| Св.32 до 36 | 44 | ||||||||
| Св.36 до 40 | 49 | ||||||||
| Св.40 до 44 | 53 | 4 | |||||||
| Св.44 до 48 | 56 | ||||||||
| Св.48 до 52 | 60 | ||||||||
| Св.52 до 56 | 64 | ||||||||
| Св.56 до 60 | 68 | ||||||||
Таблица 13
| Условное обозначение сварного соединения | Конструктивные элементы |
s = s1
|
b 1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин.
|
Пред. откл. | Номин. | Пред. откл. | |||
| С10
|
|
|
От 3 до 5 | 3 | 10 | |||
| Св.5 до 8 | 14 | 2 | 1,5 | |||||
| Св.8до11 | 18 | -0,5 | ||||||
| Св.11 до14 | 4 | 22 | ||||||
| Св.14 до17 | 26 | |||||||
| Св.17 до 20 | 30 | |||||||
| Св.20 до 24 | 34 | |||||||
| Св.24 до 28 | 38 | 3 | ||||||
| Св.28 до 32 | 41 | 0,5 | ||||||
| Св.32 до 36 | 44 | |||||||
| Св.36 до 40 | 5 | 49 | ||||||
| Св.40 до 44 | 53 | +2,0 | ||||||
| Св.44 до 48 | 56 | -0,5 | ||||||
| Св.48 до 52 | 60 | 4 | ||||||
| Св.52 до 56 | 64 | |||||||
| Св.56 до 60 | 68 | |||||||
Таблица 14
| Условное обозначение сварного соединения | Конструктивные элементы |
s |
b 1 |
e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С11
|

|
|
От 3 до 5 | 3 | 10 | |||
| Св.5 до 8 | 14 | +1,5 | ||||||
| Св.8 до 11 | 18 | 2 | -0,5 | |||||
| Св.11 до 14 | 4 | 22 | ||||||
| Св.14 до 17 | 26 | |||||||
| Св.17 до 20 | 30 | |||||||
| Св.20 до 24 | 34 | 3 | ||||||
| Св.24 до 28 | 38 | |||||||
| Св.28 до 32 | 41 | 0,5 | ||||||
| Св.32 до 36 | 44 | |||||||
| Св.36 до 40 | 5 | 49 | +2,0 | |||||
| Св.40 до 44 | 53 | -0,5 | ||||||
| Св.44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | 4 | ||||||
| Св.52 до 56 | 64 | |||||||
| Св.56 до 60 | 68 | |||||||
Таблица 15
| Условное обозначение сварного
соединения |
Конструктивные элементы | s = s1 | e | e12 | g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С12
|
|

|
От 3 до 5 | 8 | 8 | |||
| Св.5 до 8 | 12 | 2 | +1,5 | |||||
| Св.8 до 11 | 16 | -0,5 | ||||||
| Св.11 до 14 | 20 | |||||||
| Св.14 до 17 | 24 | |||||||
| Св.17 до 20 | 28 | 10 | ||||||
| Св.20 до 24 | 32 | |||||||
| Св. 24 до 28 | 35 | 3 | 0,5 | |||||
| Св. 28 до 32 | 38 | |||||||
| Св.32 до 36 | 41 | +2,0 | ||||||
| Св.36 до 40 | 44 | -0,5 | ||||||
| Св.40 до 44 | 49 | |||||||
| Св.44 до 48 | 53 | 12 | ||||||
| Св.48 до 52 | 56 | 4 | ||||||
| Св.52 до 56 | 60 | |||||||
| Св.56 до 60 | 64 | |||||||
Таблица 16
|
Условное обозначение сварного соединения |
Конструктивные элементы | s = s1 | R1 | e |
e12 |
s = s1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред.
откл. |
Номин. | Пред.
откл. |
||||
| С13
|
|

|
От 15 до 17 | 16 | |||||
| Св.17 до 20 | 17 | ||||||||
| Св.20 до 24 | 18 | 10 | |||||||
| Св.24 до 28 | 19 | 3 | |||||||
| Св.28 до 32 | 20 | ||||||||
| Св.32 до 36 | 22 | +2,0 | |||||||
| Св.36 до 40 | 8 | 24 | -0,5 | ||||||
| Св.40 до 44 | 26 | ||||||||
| Св.44 до 48 | 28 | 12 | 0,5 | ||||||
| Св.48 до 52 | 30 | 4 | |||||||
| Св.52 до 56 | 32 | ||||||||
| Св.56 до 60 | 34 | ||||||||
| Св.60 до 64 | 36 | ||||||||
| Св.64 до 70 | 38 | ||||||||
| Св.70 до 76 | 40 | 5 | 14 | +3,0 | |||||
| Св.76 до 82 | 10 | 42 | -0,5 | ||||||
| Св.82 до 88 | 44 | ||||||||
| Св.88 до 94 | 46 | ||||||||
| Св.94 до100 | 48 | ||||||||
Таблица 17
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s = s1
|
h11
|
e |
e12
|
g =g1 | |||
| подготовленных кромок свариваемых деталей
|
сварного шва
|
Номин.
|
Пред. откл.
|
Номин.
|
Предв. откл.
|
||||
| С14
|

|

|
От 15 до 17 | 16 | |||||
| Св.17 до 20 | 17 | ||||||||
| Св.20 до 24 | 10 | 18 | 10 | ||||||
| Св.24 до28 | 19 | 3 | |||||||
| Св.28 до32 | 20 | ||||||||
| Св.32 до 36 | 22 | +2,0 | |||||||
| Св.36 до 40 | 24 | -0,5 | |||||||
| Св.40 до 44 | 26 | ||||||||
| Св.44 до 48 | 28 | 12 | 0,5 | ||||||
| Св.48 до 52 | 30 | 4 | |||||||
| Св.52 до 56 | 12 | 32 | |||||||
| Св.56 до 60 | 34 | ||||||||
| Св.60 до 64 | 36 | ||||||||
| Св.64 до70 | 38 | ||||||||
| Св.70 до 76 | 40 | 5 | |||||||
| Св.76 до 82 | 42 | 14 | +3,0 | ||||||
| Св.82 до 88 | 44 | -0,5 | |||||||
| Св.88 до94 | 46 | ||||||||
| Св.94 до100 | 48 | ||||||||
Таблица 18
| Условное обозначение
сварного соединения |
Конструктивные элементы | s = s1 | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С15
|

|

|
От 8 до 11 | 10 | 2 | +1,5
-0,5 |
|
| Св.11 до 14 | 12 | ||||||
| Св.14 до 17 | 14 | ||||||
| Св.17 до 20 | 16 | ||||||
| Св.20 до 24 | 18 | ||||||
| Св.24 до 28 | 20 | ||||||
| Св.28 до 32 | 22 | ||||||
| Св.32 до 36 | 24 | 3 | +2,0 | ||||
| Св.36 до 40 | 26 | -0,5 | |||||
| Св.49 до 44 | 28 | 0,5 | |||||
| Св.44 до 48 | 30 | ||||||
| Св.48 до 52 | 32 | ||||||
| Св.52 до 56 | 34 | ||||||
| Св.56 до 60 | 36 | ||||||
| Св.60 до 64 | 39 | ||||||
| Св.64 до 70 | 42 | ||||||
| Св.70 до 76 | 45 | -3,0 | |||||
| Св.76 до 82 | 48 | 4 | -0,5 | ||||
| Св.82 до 88 | 51 | ||||||
| Св.88 до 94 | 54 | ||||||
| Св.94 до100 | 58 | ||||||
Таблица 19
| Условное обозначение
сварного элемента |
Конструктивные элементы | s = s1 | R | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| C16
|

|

|
От 30 до 32 | 8 | 16 | |||
| Св.32 до 36 | 17 | |||||||
| Св. 36 до 40 | 18 | +2,0 | ||||||
| Св. 40 до 44 | 19 | 3 | -0,5 | |||||
| Св. 44 до 48 | 20 | |||||||
| Св. 48 до 52 | 21 | |||||||
| Св. 52 до 56 | 22 | |||||||
| Св. 56 до 60 | 23 | |||||||
| Св. 60 до 64 | 10 | 24 | 0,5 | |||||
| Св. 64 до 70 | 25 | |||||||
| Св. 70 до 76 | 26 | |||||||
| Св. 76 до 82 | 27 | |||||||
| Св. 82 до 88 | 28 | 4 | +3,0 | |||||
| Св. 88 до 94 | 29 | -0,5 | ||||||
| Св. 94 до 100 | 30 | |||||||
| Св. 100 до 106 | 32 | |||||||
| Св. 106 до 112 | 34 | |||||||
| Св. 112 до 118 | 36 | |||||||
| Св. 118 до 120 | 38 | |||||||
Таблица 20
| Условное обозначение сварного
соединения |
Конструктивные элементы | s = s1 | e | e1 | g =g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин | Пред. откл. | Номин | Пред. откл. | Номин | Пред. откл. | ||
| С43
|

|

|
От 12 до 14 | 18 | 2 | 15 | +1,5
-0,5 |
||
| Св.14 до 17 | 19 | 16 | |||||||
| Св.17 до 20 | 20 | 17 | |||||||
| Св.20 до24 | 22 | 3 | 18 | ||||||
| Св.24 до28 | 24 | 19 | 2 | ||||||
| Св.28 до 32 | 27 | 20 | +2,0 | ||||||
| Св.32 до 36 | 30 | 21 | -0,5 | ||||||
| Св.36 до 40 | 33 | 22 | |||||||
| Св.40 до 44 | 36 | 23 | |||||||
| Св.44 до 48 | 39 | 25 | 0,5 | ||||||
| Св.48 до 52 | 42 | 27 | |||||||
| Св.52 до 56 | 45 | 29 | |||||||
| Св.56 до 60 | 48 | 31 | |||||||
| Св.60 до 64 | 51 | 33 | |||||||
| Св.64 до 70 | 54 | 35 | |||||||
| Св.70 до 76 | 57 | 37 | |||||||
| Св.76 до 82 | 60 | 4 | 39 | 3 | +3,0 | ||||
| Св.82 до 88 | 63 | 41 | -0,5 | ||||||
| Св.88 до 94 | 66 | 43 | |||||||
| Св.94 до 100 | 69 | 45 | |||||||
Таблица 21
|
Условное обозначение сварного соединения |
Конструктивные элементы | s = s1 | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С17
|

|

|
От 3 до 5 | 8 | +1,5 | ||
| Св.5 до 8 | 12 | -0,5 | |||||
| Св.8 до 11 | 16 | 2 | |||||
| Св.11 до 14 | 19 | ||||||
| Св.14 до 17 | 22 | ||||||
| Св.17 до 20 | 26 | ||||||
| Св.20 до 24 | 30 | 3 | |||||
| Св.24 до 28 | 34 | ||||||
| Св.28 до 32 | 38 | ||||||
| Св.32 до 36 | 42 | +2,0 | |||||
| Св.36 до 40 | 47 | -0,5 | |||||
| Св.49 до 44 | 52 | 0,5 | |||||
| Св.44 до 48 | 54 | ||||||
| Св.48 до 52 | 56 | 4 | |||||
| Св.52 до 56 | 60 | ||||||
| Св.56 до 60 | 65 | ||||||
Таблица 22
| Условное обозначение
сварного соединения |
Конструктивные элементы | s = s1 | b1 | e | e11 | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С18
|

|

|
От 3 до 5 | 3 | 10 | 4 | |||
| Св.5 до 8 | 16 | 2 | +1,5 | ||||||
| Св.8 до 11 | 4 | 20 | -0,5 | ||||||
| Св.11 до 14 | 24 | ||||||||
| Св.14 до 17 | 28 | 6 | |||||||
| Св.17 до 20 | 32 | ||||||||
| Св.20 до 24 | 36 | ||||||||
| Св.24 до 28 | 40 | 3 | |||||||
| Св.28 до32 | 44 | 0,5 | |||||||
| Св.32 до36 | 48 | +2,0 | |||||||
| Св.36 до 40 | 5 | 50 | -0,5 | ||||||
| Св.40 до 44 | 54 | ||||||||
| Св.44 до 48 | 56 | ||||||||
| Св.48 до 52 | 60 | 4 | |||||||
| Св.52 до 56 | 63 | ||||||||
| Св.56 до 60 | 68 | ||||||||
Таблица 23
| Условное обозначение
сварного элемента |
Конструктивные элементы | s = s1 | b1 | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| C19
|

|

|
От 6 до 10 | 17 | 2 | +1,5 | ||
| Св.10 до 14 | 19 | -0,5 | ||||||
| Св. 14 до 18 | 22 | |||||||
| Св. 18 до 22 | 24 | |||||||
| Св. 22 до 26 | 8 | 26 | ||||||
| Св. 26 до 30 | 28 | 3 | ||||||
| Св. 30 до 35 | 30 | +2,0 | ||||||
| Св. 35 до 40 | 32 | -0,5 | ||||||
| Св. 40 до 47 | 34 | 0,5 | ||||||
| Св. 47 до 54 | 36 | 4 | ||||||
| Св. 54 до 60 | 38 | |||||||
| Св. 60 до 66 | 12 | 40 | ||||||
| Св. 66 до 72 | 44 | +3,0 | ||||||
| Св. 72 до 78 | 48 | 5 | -0,5 | |||||
| Св. 78 до 85 | 52 | |||||||
| Св. 85 до 92 | 56 | |||||||
| Св. 92 до 100 | 60 | |||||||
Таблица 24
| Условное обозначение
сварного элемента |
Конструктивные элементы | s | b1 | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| C20
|

|

|
От 3 до 5 | 3 | 10 | +1,5 | ||
| Св.5 до 8 | 16 | 2 | -0,5 | |||||
| Св. 8 до 11 | 20 | |||||||
| Св. 11 до 14 | 4 | 24 | ||||||
| Св. 14 до 17 | 28 | |||||||
| Св. 17 до 20 | 32 | 0,5 | ||||||
| Св. 20 до 24 | 36 | 3 | ||||||
| Св. 24 до 28 | 40 | |||||||
| Св. 28 до 32 | 44 | +2,0 | ||||||
| Св. 32 до 36 | 5 | 48 | -0,5 | |||||
| Св. 36 до 40 | 50 | |||||||
| Св. 40 до 44 | 54 | |||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | 4 | ||||||
| Св. 52 до 56 | 63 | |||||||
| Св. 56 до 60 | 68 | |||||||
Таблица 25
| Условное обозначение сварного
соединения |
Конструктивные элементы | s = s1 | e | e12 | g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С21
|
|

|
От 3 до 5 | 8 | 8 | |||
| Св.5 до 8 | 12 | 2 | +1,5 | |||||
| Св.8 до 11 | 16 | -0,5 | ||||||
| Св.11 до 14 | 19 | |||||||
| Св.14 до 17 | 22 | |||||||
| Св.17 до 20 | 26 | 10 | ||||||
| Св.20 до 24 | 30 | |||||||
| Св. 24 до 28 | 34 | 3 | 0,5 | |||||
| Св. 28 до 32 | 38 | |||||||
| Св.32 до 36 | 42 | +2,0 | ||||||
| Св.36 до 40 | 47 | -0,5 | ||||||
| Св.40 до 44 | 52 | |||||||
| Св.44 до 48 | 54 | 12 | ||||||
| Св.48 до 52 | 56 | 4 | ||||||
| Св.52 до 56 | 60 | |||||||
Таблица 26
| Условное обозначение
сварного соединения |
Конструктивные элементы | s = s1 | c
+2 -1 |
h
+2 -1 |
f
+2 -1 |
e | e1
2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл | ||||||
| C 45
|

|

|
От 8 до 11 | 14 | 2 | ||||||
| Св. 11 до 14 | 4 | 6 | 12 | 16 | 18 | +1,5 | |||||
| Св.14 до 17 | 20 | -0,5 | |||||||||
| Св.17 до 20 | 24 | ||||||||||
| Св.20 до 24 | 7 | 9 | 14 | 27 | 20 | 0,5 | |||||
| Св.24 до 28 | 30 | 3 | +2,0 | ||||||||
| Св.28 до 32 | 34 | -0,5 | |||||||||
| Св.32 до 36 | 10 | 12 | 16 | 36 | 22 | ||||||
| Св.36 до 40 | 38 | ||||||||||

Таблица 27
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | e12 | g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С23
|

|
|
От 15 до 17 | 26 | ||||
| Св.17 до 20 | 28 | |||||||
| Св.20 до 24 | 30 | 10 | ||||||
| Св.24 до 28 | 32 | 3 | ||||||
| Св.28 до 32 | 33 | +2,0 | ||||||
| Св.32 до 36 | 34 | -0,5 | ||||||
| Св.36 до 40 | 35 | |||||||
| Св. 40 до 44 | 36 | 0,5 | ||||||
| Св. 44 до 48 | 38 | 12 | ||||||
| Св.48 до 52 | 40 | 4 | ||||||
| Св.52 до 56 | 42 | |||||||
| Св.56 до 60 | 44 | |||||||
| Св.60 до 64 | 46 | |||||||
| Св.64 до 70 | 48 | |||||||
| Св.70 до 76 | 50 | |||||||
| Св.76 до 82 | 52 | 5 | 14 | +3,0 | ||||
| Св.82 до 88 | 54 | -0,5 | ||||||
| Св.88 до 94 | 56 | |||||||
| Св.94 до 100 | 60 | |||||||
Таблица 28
| Условное обозначение сварного
соединения |
Конструктивные элементы | s = s1 | e | e12 | g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С24
|

|
|
От 15 до 17 | 24 | ||||
| Св.17 до 20 | 26 | |||||||
| Св.20 до 24 | 28 | 10 | ||||||
| Св.24 до 28 | 30 | 3 | ||||||
| Св.28 до 32 | 32 | +2,0 | ||||||
| Св.32 до 36 | 34 | -0,5 | ||||||
| Св.36 до 40 | 36 | |||||||
| Св. 40 до 44 | 38 | 0,5 | ||||||
| Св. 44 до 48 | 40 | 12 | ||||||
| Св.48 до 52 | 42 | 4 | ||||||
| Св.52 до 56 | 44 | |||||||
| Св.56 до 60 | 46 | |||||||
| Св.60 до 64 | 48 | |||||||
| Св.64 до 70 | 50 | |||||||
| Св.70 до 76 | 52 | |||||||
| Св.76 до 82 | 54 | 5 | 14 | +3,0 | ||||
| Св.82 до 88 | 56 | -0,5 | ||||||
| Св.88 до 94 | 58 | |||||||
| Св.94 до 100 | 60 | |||||||
Таблица 29
| Условное обозначение
сварного соединения |
Конструктивные элементы | s = s1 | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С25
|

|

|
Св.8 до 11 | 10 | 2 | +1,5 | |
| Св.11 до 14 | 12 | -0,5 | |||||
| Св.14 до 17 | 14 | ||||||
| Св.17 до 20 | 16 | ||||||
| Св.20 до 24 | 18 | ||||||
| Св.24 до 28 | 20 | ||||||
| Св.28 до 32 | 22 | ||||||
| Св.32 до 36 | 24 | +2,0 | |||||
| Св.36 до 40 | 26 | 3 | -0,5 | ||||
| Св.49 до 44 | 28 | ||||||
| Св.44 до 48 | 30 | ||||||
| Св.48 до 52 | 32 | ||||||
| Св.52 до 56 | 34 | 0,5 | |||||
| Св.56 до 60 | 36 | ||||||
| Св.60 до 64 | 39 | ||||||
| Св.64 до 70 | 42 | ||||||
| Св.70 до 76 | 45 | ||||||
| Св.76 до 82 | 48 | ||||||
| Св.82 до 88 | 51 | ||||||
| Св.88 до 94 | 54 | 4 | +3,0 | ||||
| Св.94 до 100 | 57 | -0,5 | |||||
| Св.100 до 106 | 60 | ||||||
| Св.106 до 112 | 63 | ||||||
| Св.112 до 118 | 66 | ||||||
| Св.118 до 120 | 68 | ||||||
Таблица 30
| Условное обозначение
сварного соединения |
Конструктивные элементы | s = s1 | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С26
|
|

|
От 30 до 34 | 23 | |||
| Св.34 до 38 | 24 | ||||||
| Св.38 до 42 | 25 | 3 | +2,0 | ||||
| Св.42 до 46 | 26 | -0,5 | |||||
| Св.46 до 50 | 27 | ||||||
| Св.50 до 54 | 28 | ||||||
| Св.54 до 60 | 29 | ||||||
| Св.60 до 66 | 31 | ||||||
| Св.66 до 72 | 33 | ||||||
| Св.72 до 78 | 34 | ||||||
| Св.78 до 84 | 36 | ||||||
| Св.84 до 90 | 38 | 4 | 0,5 | ||||
| Св.90 до 96 | 40 | ||||||
| Св.96 до 100 | 42 | ||||||
| Св.100 до 108 | 44 | +3,0 | |||||
| Св.108 до 116 | 46 | -0,5 | |||||
| Св.116 до 124 | 48 | ||||||
| Св.124 до 132 | 50 | ||||||
| Св.132 до 140 | 52 | ||||||
| Св.140 до 148 | 54 | ||||||
| Св.148 до 156 | 56 | 5 | |||||
| Св.156 до 164 | 60 | ||||||
| Св.164 до 170 | 64 | ||||||
| Св.170 до 175 | 68 | ||||||
Таблица 31
| Условное обозначение
сварного элемента |
Конструктивные элементы | s =s1 | h1 | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| C27
|
|

|
От 30 до 34 | 17 | ||||
| Св.34 до 38 | 18 | |||||||
| Св.38 до 42 | 8 | 20 | 3 | +2,0 | ||||
| Св.42 до 46 | 21 | -0,5 | ||||||
| Св.46 до 50 | 22 | |||||||
| Св.50 до 54 | 23 | |||||||
| Св.54 до 60 | 25 | |||||||
| Св.60 до 66 | 28 | |||||||
| Св.66 до 72 | 30 | |||||||
| Св.72 до 78 | 32 | |||||||
| Св.78 до 84 | 12 | 34 | 0,5 | |||||
| Св.84 до 90 | 36 | 4 | ||||||
| Св.90 до 96 | 38 | |||||||
| Св.96 до 100 | 40 | |||||||
| Св.100 до 108 | 42 | |||||||
| Св.108 до 116 | 44 | +3,0 | ||||||
| Св.116 до 124 | 46 | -0,5 | ||||||
| Св.124 до 132 | 50 | |||||||
| Св.132 до 140 | 20 | 54 | ||||||
| Св.140 до 148 | 57 | |||||||
| Св.148 до 156 | 60 | 5 | ||||||
| Св.156 до 164 | 64 | |||||||
| Св.164 до 170 | 68 | |||||||
| Св.170 до 175 | 72 | |||||||
Таблица 32
| Условное обозначение
сварного элемента |
Конструктивные элементы | s =s1 | e | e1 | g=g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| C39
|

|

|
От 12 до 14 | 16 | 2 | 11 | +1,5
-0,5 |
||
| Св.14 до 17 | 18 | 12 | |||||||
| Св.17 до 20 | 20 | 13 | |||||||
| Св.20 до 24 | 22 | 14 | |||||||
| Св.24 до 28 | 25 | 16 | |||||||
| Св.28 до 32 | 28 | 18 | 2 | ||||||
| Св.32 до 36 | 30 | 20 | +2,0 | ||||||
| Св.36 до 40 | 32 | 3 | 22 | -0,5 | |||||
| Св.40 до 44 | 35 | 24 | |||||||
| Св.44 до 48 | 38 | 25 | |||||||
| Св.48 до 52 | 41 | 26 | 0,5 | ||||||
| Св.52 до 56 | 44 | 27 | |||||||
| Св.56 до 60 | 47 | 28 | |||||||
| Св.60 до 64 | 49 | 29 | |||||||
| Св.64 до 70 | 51 | 30 | |||||||
| Св.70 до 76 | 53 | 31 | |||||||
| Св.76 до 82 | 55 | 32 | |||||||
| Св.82 до 88 | 57 | 33 | +3,0 | ||||||
| Св.88 до 94 | 60 | 4 | 34 | 3 | -0,5 | ||||
| Св.94 до 100 | 63 | 35 | |||||||
| Св.100 до 106 | 66 | 36 | |||||||
| Св.106 до 112 | 69 | 38 | |||||||
| Св.112 до 118 | 72 | 40 | |||||||
| Св.118 до 120 | 75 | 42 | |||||||
Таблица 33
| Условное обозначение
сварного элемента |
Конструктивные элементы | s =s1 | e | e1 | g=g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| C40
|

|
|
От 12 до 14 | 20 | 2 | 10 | +1,5
-0,5 |
||
| Св.14 до 17 | 22 | 11 | |||||||
| Св.17 до 20 | 23 | 12 | |||||||
| Св.20 до 24 | 24 | 13 | |||||||
| Св.24 до 28 | 25 | 14 | |||||||
| Св.28 до 32 | 26 | 15 | 2 | ||||||
| Св.32 до 36 | 27 | 16 | +2,0 | ||||||
| Св.36 до 40 | 28 | 3 | 18 | -0,5 | |||||
| Св.40 до 44 | 29 | 20 | |||||||
| Св.44 до 48 | 30 | 21 | |||||||
| Св.48 до 52 | 31 | 23 | 0,5 | ||||||
| Св.52 до 56 | 32 | 25 | |||||||
| Св.56 до 60 | 33 | 27 | |||||||
| Св.60 до 64 | 34 | 29 | |||||||
| Св.64 до 70 | 36 | 30 | |||||||
| Св.70 до 76 | 38 | 31 | |||||||
| Св.76 до 82 | 40 | 32 | |||||||
| Св.82 до 88 | 42 | 34 | +3,0 | ||||||
| Св.88 до 94 | 44 | 4 | 36 | 3 | -0,5 | ||||
| Св.94 до 100 | 47 | 38 | |||||||
| Св.100 до 106 | 50 | 40 | |||||||
| Св.106 до 112 | 52 | 42 | |||||||
| Св.112 до 118 | 54 | 44 | |||||||
| Св.118 до 120 | 56 | 46 | |||||||
Таблица 34
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | e, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
| УI
|
|

|
От 1 до 2 | 0 | +0,5 | От s | От s | 2s +3 |
| Св.2 до 4 | +1,0 | до 2s | до 3s | |||||
Таблица 35
| Условное обозначение
свариваемого соединения |
Конструктивные элементы | s | R | e, не более | g | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| У2
|
 |

|
От 1 до 2 | 5 | +1 | ||
| Св.2 до 6 | От s | 7 | 0 | ||||
| Св.6 до 9 | до 2 s | 13 | +2 | ||||
| Св.9 до 12 | 17 | ||||||
Таблица 36
| Условное обозначение
свариваемого соединения |
Конструктивные элементы | s | n | b | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | ||||
| У4
|
 |
|
От 0,1 до 1,5 | +0,5 | 6 | ||
| Св.1,5 до 3,0 | От 0 | 0 | +1,0 | 8 | |||
| Св.3,0 до 5,0 | до 0,5 s | 10 | |||||
| Св.5,0 до 6,0 | +2,0 | 12 | |||||
Таблица 37
| Условное обозначение
свариваемого соединения |
Конструктивные элементы | s | n | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | |||
| У4
|
 |

|
От 0,1 до 1,5 | +0,5 | ||
| Св.1,5 до 3,0 | От 0,5 | 0 | +1,0 | |||
| Св.3,0 до 30,0 | до s | +2,0 | ||||
Таблица 38
| Условное обозначение
свариваемого соединения |
Конструктивные элементы | s | n | b
Номин. Пред. откл е, не более |
|||
| подготовленных кромок свариваемых деталей | сварного шва | ||||||
| У5
|

|
|
От 2 до 3 | +1 | 8 | ||
| Св.3 до 5 | От 0 | 0 | 10 | ||||
| Св.5 до 6 | до 0,5 s | 12 | |||||
| Св.6 до 8 | +2 | 14 | |||||
Таблица 39
| Условное обозначение
свариваемого соединения |
Конструктивные элементы | s | n | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | |||
| У5
|
|
|
От 2 до 3 | От 0,5 | +1 | |
| Св.3 до 30 | до s | 0 | +2 | |||
Таблица 40
| Условное обозначение
сварного соединения |
Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. окл. | Номин. | Пред. откл. | ||
| У6
|

|
|
От 3 до 5 | 8 | |||
| Св.5 до 8 | 12 | 2 | +1,5 | ||||
| Св.8 до 11 | 16 | -0,5 | |||||
| Св.11 до 14 | 20 | ||||||
| Св.14 до 17 | 24 | ||||||
| Св.17 до 20 | 28 | ||||||
| Св.20 до 24 | 32 | 0,5 | |||||
| Св.24 до 28 | 35 | +2,0 | |||||
| Св.28 до 32 | 38 | 3 | -0,5 | ||||
| Св.32 до 36 | 41 | ||||||
| Св.36 до 40 | 44 | ||||||
| Св.40 до 44 | 49 | ||||||
| Св.44 до 48 | 53 | ||||||
| Св.48 до 52 | 56 | 4 | |||||
| Св.52 до 56 | 60 | ||||||
| Св.56 до 60 | 64 | ||||||
Таблица 41
| Условное обозначение
сварного соединения |
Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. окл. | Номин. | Пред. откл. | ||
| У7
|

|

|
От 3 до 5 | 8 | |||
| Св.5 до 8 | 12 | 2 | +1,5 | ||||
| Св.8 до 11 | 16 | -0,5 | |||||
| Св.11 до 14 | 20 | ||||||
| Св.14 до 17 | 24 | ||||||
| Св.17 до 20 | 28 | ||||||
| Св.20 до 24 | 32 | 0,5 | |||||
| Св.24 до 28 | 35 | +2,0 | |||||
| Св.28 до 32 | 38 | 3 | -0,5 | ||||
| Св.32 до 36 | 41 | ||||||
| Св.36 до 40 | 44 | ||||||
| Св.40 до 44 | 49 | ||||||
| Св.44 до 48 | 53 | ||||||
| Св.48 до 52 | 56 | 4 | |||||
| Св.52 до 56 | 60 | ||||||
| Св.56 до 60 | 64 | ||||||
Таблица 42
| Условное обозначение
сварного элемента |
Конструктивные элементы | s | e | e1 | g | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У8
|

|

|
От 8 до 11 | 10 | 2 | 9 | 2 | +1,5 | |
| Св.11 до 14 | 12 | 11 | -0,5 | ||||||
| Св.14 до 17 | 14 | 12 | |||||||
| Св.17 до 20 | 16 | 14 | |||||||
| Св.20 до 24 | 18 | 16 | |||||||
| Св.24 до 28 | 20 | 18 | |||||||
| Св.28 до 32 | 22 | 20 | +2,0 | ||||||
| Св.32 до 36 | 24 | 3 | 22 | 2 | -0,5 | ||||
| Св.36 до 40 | 26 | 24 | |||||||
| Св.40 до 44 | 28 | 26 | |||||||
| Св.44 до 48 | 30 | 28 | 0,5 | ||||||
| Св.48 до 52 | 32 | 30 | |||||||
| Св.52 до 56 | 34 | 32 | |||||||
| Св.56 до 60 | 36 | 34 | |||||||
| Св.60 до 64 | 39 | 37 | |||||||
| Св.64 до 70 | 42 | 40 | |||||||
| Св.70 до 76 | 45 | 43 | |||||||
| Св.76 до 82 | 46 | +3,0 | |||||||
| Св.82 до 88 | 4 | 48 | 4 | -0,5 | |||||
| Св.88 до 94 | 54 | 52 | |||||||
| Св.94 до 100 | 58 | 56 | |||||||
Таблица 43
| Условное обозначение
сварного соединения |
Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У9
|
 |
|
От 3 до 5 | 8 | |||
| Св.5 до 8 | 12 | 2 | +1,5 | ||||
| Св.8 до 11 | 16 | -0,5 | |||||
| Св.11 до 14 | 19 | ||||||
| Св.14 до 17 | 22 | ||||||
| Св.17 до 20 | 26 | ||||||
| Св.20 до 24 | 30 | 0,5 | |||||
| Св.24 до 28 | 34 | +2,0 | |||||
| Св.28 до 32 | 38 | 3 | -0,5 | ||||
| Св.32 до 36 | 42 | ||||||
| Св.36 до 40 | 47 | ||||||
| Св.40 до 44 | 52 | ||||||
| Св.44 до 48 | 54 | ||||||
| Св.48 до 52 | 56 | 4 | |||||
| Св.52 до 56 | 60 | ||||||
| Св.56 до 60 | 65 | ||||||
Таблица 44
| Условное обозначение
сварного соединения |
Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У10
|
 |

|
От 3 до 5 | 8 | |||
| Св.5 до 8 | 12 | 2 | +1,5 | ||||
| Св.8 до 11 | 16 | -0,5 | |||||
| Св.11 до 14 | 19 | ||||||
| Св.14 до 17 | 22 | ||||||
| Св.17 до 20 | 26 | ||||||
| Св.20 до 24 | 30 | 0,5 | |||||
| Св.24 до 28 | 34 | +2,0 | |||||
| Св.28 до 32 | 38 | 3 | -0,5 | ||||
| Св.32 до 36 | 42 | ||||||
| Св.36 до 40 | 47 | ||||||
| Св.40 до 44 | 52 | ||||||
| Св.44 до 48 | 54 | ||||||
| Св.48 до 52 | 56 | 4 | |||||
| Св.52 до 56 | 60 | ||||||
| Св.56 до 60 | 64 | ||||||
Таблица 45
| Условное обозначение
свариваемого соединения |
Конструктивные элементы | s | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | ||
| Т1
|
|

|
От 2 до 3 | +1 | |
| Св.3 до 15 | 0 | +2 | |||
| Св.15 до 40 | +3 | ||||
Таблица 46
| Условное обозначение
свариваемого соединения |
Конструктивные элементы | s | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | ||
| Т3
|
 |
|
От 2 до 3 | +1 | |
| Св.3 до 15 | 0 | +2 | |||
| Св.15 до 40 | +3 | ||||
Таблица 47
| Условное обозначение
сварного соединения |
Конструктивные элементы | s | e | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т6
|
|

|
От 3 до 5 | 7 | |
| Св.5 до 8 | 10 | 2 | |||
| Св.8 до 11 | 14 | ||||
| Св.11 до 14 | 18 | ||||
| Св.14 до 17 | 22 | ||||
| Св.17 до 20 | 26 | ||||
| Св.20 до 24 | 30 | ||||
| Св.24 до 28 | 33 | ||||
| Св.28 до 32 | 36 | 3 | |||
| Св.32 до 36 | 40 | ||||
| Св.36 до 40 | 44 | ||||
| Св.40 до 44 | 47 | ||||
| Св.44 до 48 | 50 | ||||
| Св.48 до 52 | 54 | 4 | |||
| Св.52 до 56 | 58 | ||||
| Св.56 до 60 | 62 | ||||
Таблица 48
| Условное обозначение
сварного соединения |
Конструктивные элементы | s | e | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т7
|

|

|
От 3 до 5 | 7 | |
| Св.5 до 8 | 10 | 2 | |||
| Св.8 до 11 | 14 | ||||
| Св.11 до 14 | 18 | ||||
| Св.14 до 17 | 22 | ||||
| Св.17 до 20 | 26 | ||||
| Св.20 до 24 | 30 | ||||
| Св.24 до 28 | 33 | ||||
| Св.28 до 32 | 36 | 3 | |||
| Св.32 до 36 | 40 | ||||
| Св.36 до 40 | 44 | ||||
| Св.40 до 44 | 47 | ||||
| Св.44 до 48 | 50 | ||||
| Св.48 до 52 | 54 | 4 | |||
| Св.52 до 56 | 58 | ||||
| Св.56 до 60 | 62 | ||||
Таблица 49
| Условное обозначение
сварного элемента |
Конструктивные элементы | s | R1 | e | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| Ò2
|

|
|
От 15 до 17 | 14 | ||
| Св.17 до 20 | 15 | |||||
| Св.20 до 24 | 16 | |||||
| Св.24 до 28 | 17 | 3 | ||||
| Св.28 до 32 | 18 | |||||
| Св.32 до 36 | 8 | 20 | ||||
| Св.36 до 40 | 22 | |||||
| Св.40 до 44 | 24 | |||||
| Св.44 до 48 | 25 | |||||
| Св.48 до 52 | 28 | 4 | ||||
| Св.52 до 56 | 30 | |||||
| Св.56 до 60 | 32 | |||||
| Св.60 до 64 | 34 | |||||
| Св.64 до 70 | 36 | |||||
| Св.70 до 76 | 38 | |||||
| Св.76 до 82 | 10 | 40 | 5 | |||
| Св.82 до 88 | 42 | |||||
| Св.88 до 94 | 44 | |||||
| Св.94 до 100 | 46 | |||||
Таблица 50
| Условное обозначение
сварного элемента |
Конструктивные элементы | s | е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Ò8
|
|
|
От 8 до 11 | 9 | 2 |
| Св.11 до 14 | 11 | ||||
| Св.14 до 17 | 12 | ||||
| Св.17 до 20 | 14 | ||||
| Св.20 до 24 | 16 | ||||
| Св.24 до 28 | 18 | ||||
| Св.28 до 32 | 20 | ||||
| Св.32 до 36 | 22 | ||||
| Св.36 до 40 | 24 | ||||
| Св.40 до 44 | 26 | ||||
| Св.44 до 48 | 28 | ||||
| Св.48 до 52 | 30 | 3 | |||
| Св.52 до 56 | 32 | ||||
| Св.56 до 60 | 34 | ||||
| Св.60 до 64 | 37 | ||||
| Св.64 до 70 | 40 | ||||
| Св.70 до 76 | 43 | ||||
| Св.76 до 82 | 46 | 4 | |||
| Св.82 до 88 | 48 | ||||
| Св.88 до 94 | 52 | ||||
| Св.94 до 100 | 56 | ||||
Таблица 51
| Условное обозначение
сварного элемента |
Конструктивные элементы | s | е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Ò9
|
|
|
От 12 до 14 | 8 | 2 |
| Св.14 до 17 | 10 | ||||
| Св.17 до 20 | 12 | ||||
| Св.20 до 24 | 14 | ||||
| Св.24 до 28 | 16 | ||||
| Св.28 до 32 | 17 | ||||
| Св.32 до 36 | 18 | ||||
| Св.36 до 40 | 19 | 3 | |||
| Св.40 до 44 | 20 | ||||
| Св.44 до 48 | 21 | ||||
| Св.48 до 52 | 22 | ||||
| Св.52 до 56 | 24 | ||||
| Св.56 до 60 | 26 | ||||
| Св.60 до 64 | 28 | ||||
| Св.64 до 70 | 30 | ||||
| Св.70 до 76 | 32 | ||||
| Св.76 до 82 | 34 | 4 | |||
| Св.82 до 88 | 36 | ||||
| Св.88 до 94 | 38 | ||||
| Св.94 до 100 | 40 | ||||
Таблица 52
| Условное обозначение
сварного элемента |
Конструктивные элементы | s | R 1
|
e | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| Ò5
|
|
|
От 30 до 32 | 14 | ||
| Св.32 до 36 | 15 | |||||
| Св.36 до 40 | 8 | 16 | 3 | |||
| Св.40 до 44 | 17 | |||||
| Св.44 до 48 | 18 | |||||
| Св.48 до 52 | 19 | |||||
| Св.52 до 56 | 20 | |||||
| Св.56 до 60 | 21 | |||||
| Св.60 до 64 | 22 | |||||
| Св.64 до 70 | 23 | |||||
| Св.70 до 76 | 24 | |||||
| Св.76 до 82 | 10 | 25 | 4 | |||
| Св.82 до 88 | 26 | |||||
| Св.88 до 94 | 27 | |||||
| Св.94 до 100 | 28 | |||||
| Св.100 до 106 | 30 | |||||
| Св.106 до 112 | 32 | |||||
| Св.112 до 118 | 34 | |||||
| Св.118 до 120 | 36 | |||||
Таблица 53
| Условное обозначение
свариваемого соединения |
Конструктивные элементы | s | Â | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | |||
| Н1
|
 |

|
От 2 до 5 | 3-20 | +1,0 | |
| Св.5 до 10 | 8-40 | 0 | +1,5 | |||
| Св.10 до 29 | 12-100 | |||||
| Св.29 до 60 | 30-240 | +2,0 | ||||
Таблица 54
| Условное обозначение
свариваемого соединения |
Конструктивные элементы | s | Â | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл | |||
| Н2
|
|
|
От 2 до 5 | 3-20 | +1,0 | |
| Св.5 до 10 | 8-40 | 0 | +1,5 | |||
| Св.10 до 29 | 12-100 | |||||
| Св.29 до 60 | 30-240 | +2,0 | ||||
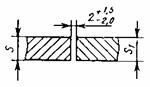
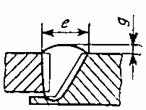
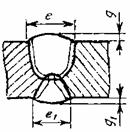
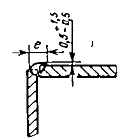
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 55
мм
| Толщина тонкой детали | Разность толщин деталей |
| От 1 до 4 | 1 |
| Св. 4 до 20 | 2 |
| Св. 20 до 30 | 3 |
| Св. 30 | 4 |
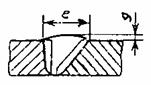
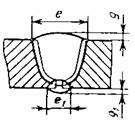
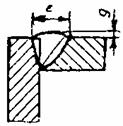
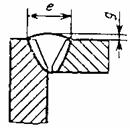
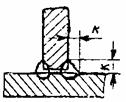
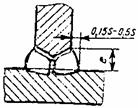
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).

Черт. 1
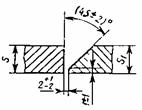
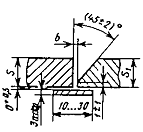
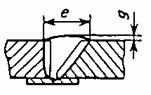
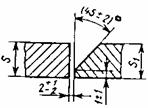
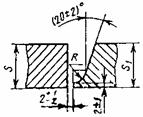
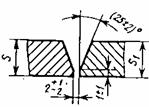
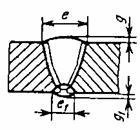
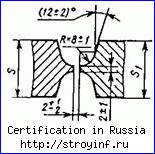
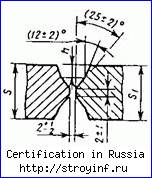
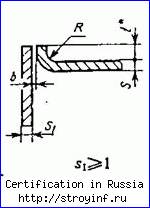
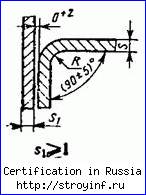
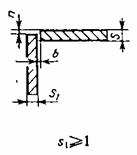
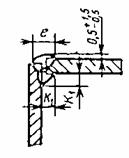
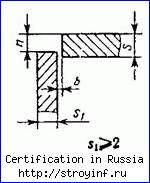
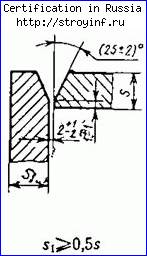
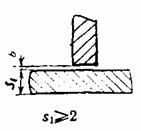
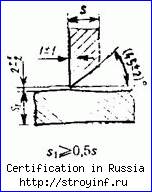
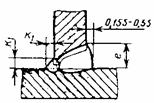
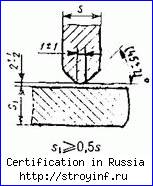
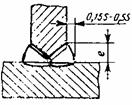
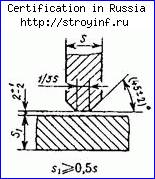
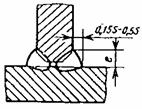
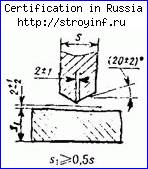
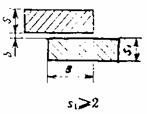
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.

Черт. 2

Черт. 3
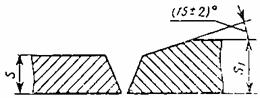
Черт. 4
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм-для деталей толщиной до 4 мм;
1,0 мм-для деталей толщиной 4-10 мм;
0,1 s, но не более 3 мм-для деталей толщиной 10-100мм;
0,01 s + 2 мм, но не более 4 мм-для деталей толщиной более 100мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
(Измененная редакция, Изм. №1).
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера gи g1 не более:
1,0 мм – для деталей толщиной до 60 мм;
2,0 мм – для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла.
Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении3.
8,9. (Измененная редакция, Изм. №1).
10. (Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении2.
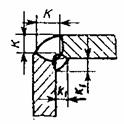
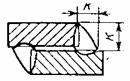
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кn (черт. 5), установленного при проектировании.
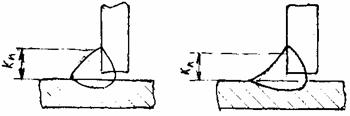
Черт. 5
Примечание. Катетом Кn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кn принимается любой из равных катетов, при несимметричном шве-меньший.
(Измененная редакция, Изм. №1).
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8-1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до 5.
При этом соответственно может быть изменена ширина шва е, е1.
15, 16. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
мм
| Предел
текучести |
Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
| свариваемой стали, МПа | От 3 до 4 | Св.4 до 5 | Св.5 до 10 | Св.10 до 16 | Св.16 до 22 | Св.22 до 32 | Св.32 до 40 | Св.40 до 80 |
| До 400 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Св.400 до 450 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 |
Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
мм
| Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла | ||||
| 1,0 | 1,1 | 1,2 | 1,3 | 1,4 |
| 4 | 4 | 4 | 3 | 3 |
| 5 | 5 | 4 | 4 | 4 |
| 6 | 6 | 5 | 5 | 4 |
| 7 | 7 | 6 | 6 | 5 |
| 8 | 7 | 7 | 6 | 6 |
| 9 | 8 | 8 | 7 | 7 |
| 10 | 9 | 9 | 8 | 7 |
| 11 | 10 | 9 | 9 | 8 |
| 12 | 11 | 10 | 9 | 9 |
| 13 | 12 | 11 | 10 | 9 |
| 14 | 13 | 12 | 11 | 10 |
| 15 | 14 | 13 | 12 | 11 |
| 16 | 15 | 14 | 13 | 12 |
| 17 | 16 | 14 | 13 | 12 |
| 18 | 17 | 15 | 14 | 13 |
| 19 | 17 | 16 | 15 | 14 |
| 20 | 18 | 17 | 16 | 14 |
ПРИЛОЖЕНИЕ 3
Рекомендуемое
мм
| Номинальный размер катета
углового шва |
Предельные отклонения размера катета углового шва от номинального значения |
| От 3 до 5 включ. | +1,0 |
| -0,5 | |
| Св. 5 до 8 включ. | +2,0 |
| -1,0 | |
| Св.8 до 12 включ. | +2,5 |
| -1,5 | |
| Св. 12 | +3,0 |
| -2,0 |
(Введено дополнительно, Изм. №1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.07.80 № 3827
2. Срок проверки 1990 г. Периодичность проверки 5 лет
3. Взамен ГОСТ 5264-69
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 16037-80 | 1 |
5. ПЕРЕИЗДАНИЕ с Изменением №1, утвержденным в январе 1989 г. (ИУС 4-89)
6. Срок действия продлен до 01.07.96 (Постановлением Госстандарта СССР от 03.05.90 № 1079)